- 软件



//

//

//

//

//

//

//
//

//

//
软件Tags:
三菱PLC以其传统的梯形图为基础,展现出强大的功能。它能够通过数字或模拟信号的方式执行逻辑运算、顺序控制、定时等一系列指令,从而实现对机器的精确控制与生产,堪称机械化操作的重要工具之一。
")
1、凭借Windows系统的优越性,操作性得到了显著提升,用户可以轻松复制和粘贴由Excel、Word等软件制作的说明数据,进而高效利用。
2、GX Developer软件的通用性使其能够制作Q系列、QnA系列、A系列(包括运动控制SCPU)、FX系列的数据,并可将其转换为GPPQ、GPPA格式的文档。此外,选择FX系列时,还能将其转换为FXGP(DOS)、FXGP(WIN)格式的文档。
3、支持与其他站点的连接设置,图形化的连接对象指定,使得在构建复杂系统时也能轻松进行设定。
4、程序的标准化
- 标号编程:通过标号编程构建可编程控制器程序,无需记忆软元件的编号,便可依据标示制作成标准程序。使用标号编程生成的程序可以依据汇编,转化为实际的程序。
- 功能块(FB):FB旨在提高顺序程序的开发效率,通过将反复使用的顺序程序回路进行模块化,使得顺序程序的开发变得更加简便。同时,模块化后有助于避免在其他顺序程序中输入错误。
- 宏:只需在任意回路模式上添加名称(宏定义名),并登录到文档中,之后输入简单命令即可调取已登录的回路模式,并可灵活改变软元件。
5、支持多种方式与可编程控制器CPU的连接
- 通过串行通讯口
- 通过USB接口
- 通过MELSECNET/10(H)计算机插板
- 通过MELSECNET(Ⅱ)计算机插板
- 通过CC-Link计算机插板
- 通过Ethernet计算机插板
- 通过CPU计算机插板
- 通过AF计算机插板
6、丰富的调试功能
- 通过梯形图逻辑测试功能,调试工作变得更加简便。
- 无需与可编程控制器连接。
- 不必构建使用的顺序程序。
- 帮助文档中包含CPU错误、特殊继电器/特殊寄存器的详细说明,极大便利在线错误排查或程序制作中的特殊元件查询。
- 在数据制作过程中,如发生错误,系统会显示原因或消息,从而显著缩短数据制作时间。
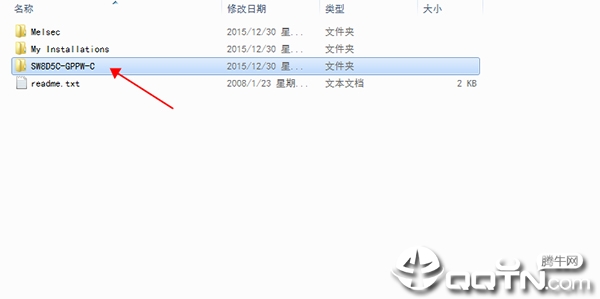
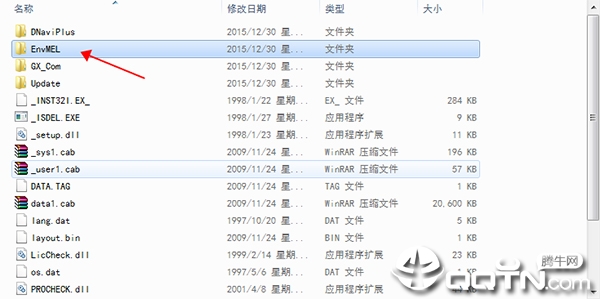
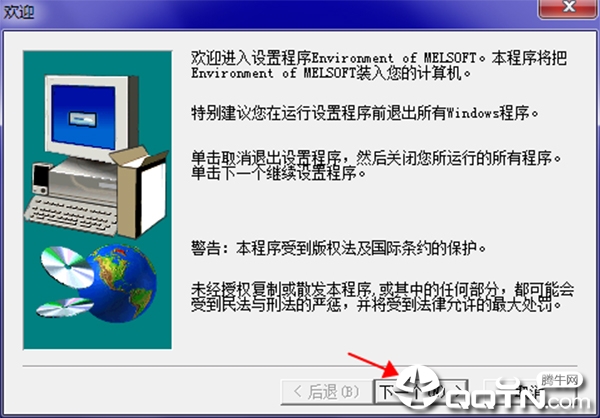
1、首先进行环境安装(系统支持WINDOWS 98/2000/XP):
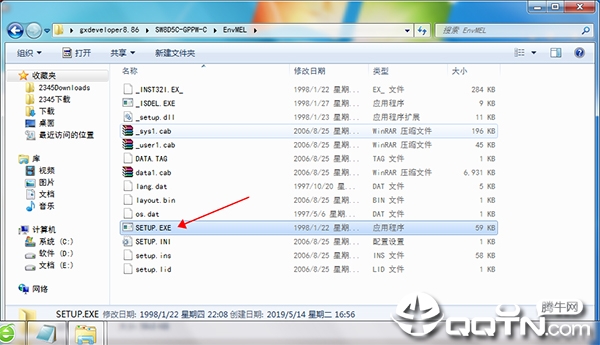
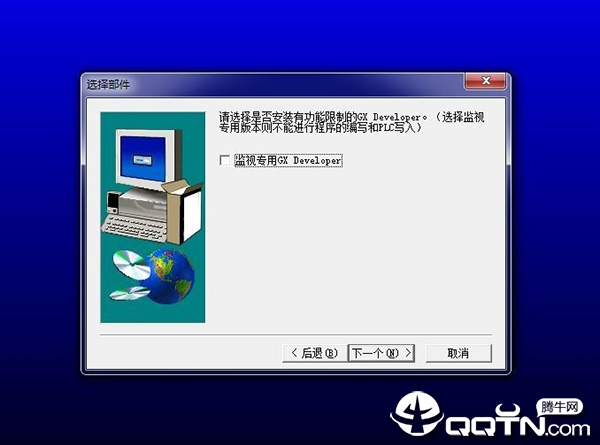
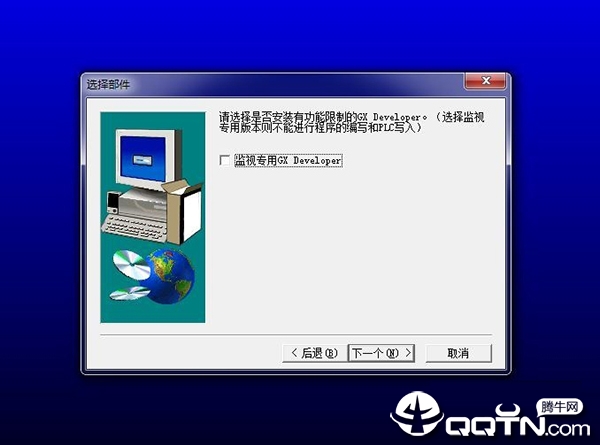
2、安装主程序:
在“监视专用”选项中请勿打勾,否则软件将仅能执行监视功能,此处也是常见问题之一,请大家留意:通常默认安装是没有问题的。
(在安装选项的每一步中,请仔细查看,某些选项打勾反而不利)其他两个选项可以勾选。
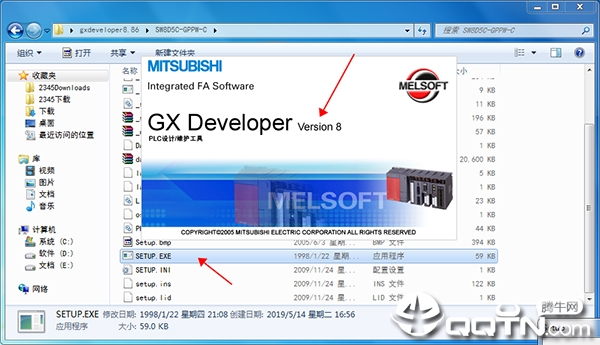
3、开始安装主程序:
(部分常用指令)
1、连接指令
ANB 逻辑与块
ORB 逻辑或块
MPS 存储操作结果
MRD 从MPS读取操作结果
MPP 从MPS读取操作结果
2、触点指令
LD 逻辑操作开始
LDI 逻辑非操作开始
AND 逻辑乘
逻辑乘非
OR 逻辑加
ORI 逻辑加非
3、移位指令
SFT 元件移位1位
SFTP 元件移位1位
4、输出指令
OUT 软元件输出
SET 软元件置位
RST 软元件复位
PLS 在输入信号的上升沿
PLF 在输入信号的下降沿
CHK 软元件输出翻转
5、主控指令
MC 主控开始
MCR 主控复位
6、结束指令
FEND 结束主程序
END 总程序末尾,返回第0步
7、其它指令
STOP 停止
NOP 空操作




 HandyPIM编程开发 / 10.7M
HandyPIM编程开发 / 10.7M 校校云课堂学生端编程开发 / 74.0M
校校云课堂学生端编程开发 / 74.0M 叮咚接码平台卡商端编程开发 / 1.2M
叮咚接码平台卡商端编程开发 / 1.2M 这个面它又长又宽高清动态表情包下载编程开发 / 5.6M
这个面它又长又宽高清动态表情包下载编程开发 / 5.6M 谷歌翻译器官方版编程开发 / 360KB
谷歌翻译器官方版编程开发 / 360KB ios11.1.1描述文件最新版下载编程开发 / 9.8M
ios11.1.1描述文件最新版下载编程开发 / 9.8M 四叶草办公助手编程开发 / 532M
四叶草办公助手编程开发 / 532M AnyUnlock(苹果密码解锁工具)编程开发 / 1.8M
AnyUnlock(苹果密码解锁工具)编程开发 / 1.8M NetSarang AIO 8in1 Keygen(xshell系列通用注册机)编程开发 / 91KB
NetSarang AIO 8in1 Keygen(xshell系列通用注册机)编程开发 / 91KB 谷歌浏览器 Google Chrome(集成常用扩展和脚本)浏览器类
谷歌浏览器 Google Chrome(集成常用扩展和脚本)浏览器类 刀魂TDv1.2.65正式版页游辅助
刀魂TDv1.2.65正式版页游辅助 我的世界1.8forge整合包手游辅助
我的世界1.8forge整合包手游辅助 微信pc版内测版QQ表情
微信pc版内测版QQ表情 全球顶级舞曲品牌下载器(RNBDJ最新网站音乐下载器)IP工具
全球顶级舞曲品牌下载器(RNBDJ最新网站音乐下载器)IP工具 博学宝E系列教育平台文件分割
博学宝E系列教育平台文件分割 Windows.UI.Xaml.Resources.rs2.dll系统优化
Windows.UI.Xaml.Resources.rs2.dll系统优化 微润格子秒表手机软件
微润格子秒表手机软件 Traymond开关定时
Traymond开关定时 京ICP备2024069179号-1
京ICP备2024069179号-1